
Products & Services › Transfer Die Stamping
Transfer die stamping moves blanked parts between individual die stations using mechanical transfer fingers — enabling complex, multi-operation forming on large or 3D-shaped parts that cannot run on a progressive die strip. Ideal for parts >300 mm, deep-drawn shells, and structural components requiring multiple bends, holes, and forms in sequence.
Get Transfer Die Quote
How Transfer Die Stamping Works
In transfer die stamping, a flat blank is first cut to shape (blanked), then transferred mechanically — by gripper fingers or suction cups — from one die station to the next within the same press or a tandem press line. Each station performs a distinct operation: draw, redraw, pierce, flange, trim, or coin.
Unlike progressive die stamping where parts remain connected to a strip carrier throughout forming, transfer die parts are free-standing blanks from the first station — allowing 360° access for deep draws, undercuts, and complex 3D geometries impossible in a strip carrier.
Progressive Die
- ✓ Parts stay on carrier strip
- ✓ Very high SPM (up to 400+)
- ✓ Best for small–medium parts <300 mm
- ✓ Lower tooling cost
- ✗ Limited depth / 3D geometry
- ✗ Strip scrap can be high
Transfer Die (This Process)
- ✓ Free-standing blank, 360° access
- ✓ Deep draws, undercuts, complex geometry
- ✓ Large parts >300 mm feasible
- ✓ Lower scrap vs. progressive for large parts
- ✗ Slower SPM (15–80 typical)
- ✗ Higher tooling investment
Tandem Line
- ✓ Each press independently programmable
- ✓ Very large parts (>1 m body panels)
- ✓ Maximum forming flexibility
- ✗ Highest capital cost
- ✗ Large floor space required
Transfer Die Stamping Capabilities
| Parameter | Capability |
|---|---|
| Part Size | Up to 800 × 600 mm blank size |
| Press Tonnage | 200 – 1,500 ton |
| Draw Depth | Up to 250 mm (multi-stage redraw) |
| Material Thickness | 0.5 – 8.0 mm |
| Tolerance | ±0.05 mm (standard), ±0.02 mm (precision) |
| Stations per Transfer Die | 3 – 12 stations |
| Production Speed | 15 – 80 strokes/min |
| Annual Volume | 50,000 – 5,000,000+ parts/year |
| Materials | Mild steel, HSLA, AHSS, stainless, aluminum, copper |
| Tooling Lead Time | 6 – 14 weeks (depending on complexity) |
Typical Transfer Die Stamping Applications
- ›Automotive structural parts: A-pillar reinforcements, door inner panels, seat cross-members, floor tunnel reinforcements
- ›Deep-drawn housings: Motor housings, gearbox covers, pump bodies, filter canisters
- ›Appliance components: Washing machine drums, compressor shells, refrigerator inner liners
- ›Industrial enclosures: Control cabinet panels, transformer housings, HVAC components
- ›EV battery: Battery tray sections, module housings, cooling plate frames
Transfer Die Operations Per Station
Station 1: Blanking
Flat blank cut from coil stock to net shape. Blank size optimized for minimal scrap.
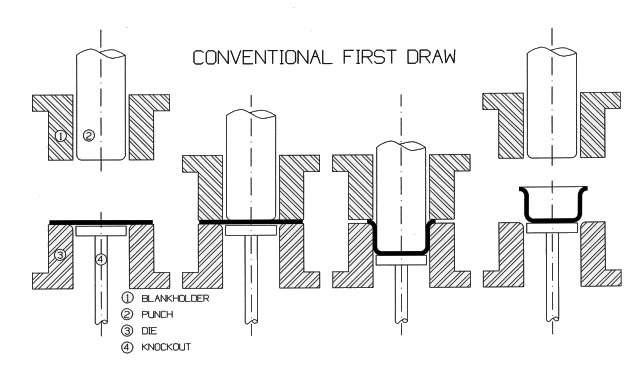
Station 2: Draw
First draw establishes the primary cup or shell shape. Draw ratio and blank holder force carefully calculated.
Station 3–4: Redraw
Subsequent draws reduce diameter and increase depth. Multiple redraw stages achieve high draw ratios (up to 3:1 cumulative).
Station 5: Pierce
Holes, slots, and cutouts pierced in sidewall and base. Side-action cams allow angled pierce.
Station 6: Flange / Form
Flanges, beads, embosses, and complex 3D forms added. Springback compensation built into die geometry.
Station 7: Trim / Coin
Trim flange to net profile. Coining applies precision thickness and flatness to critical surfaces.
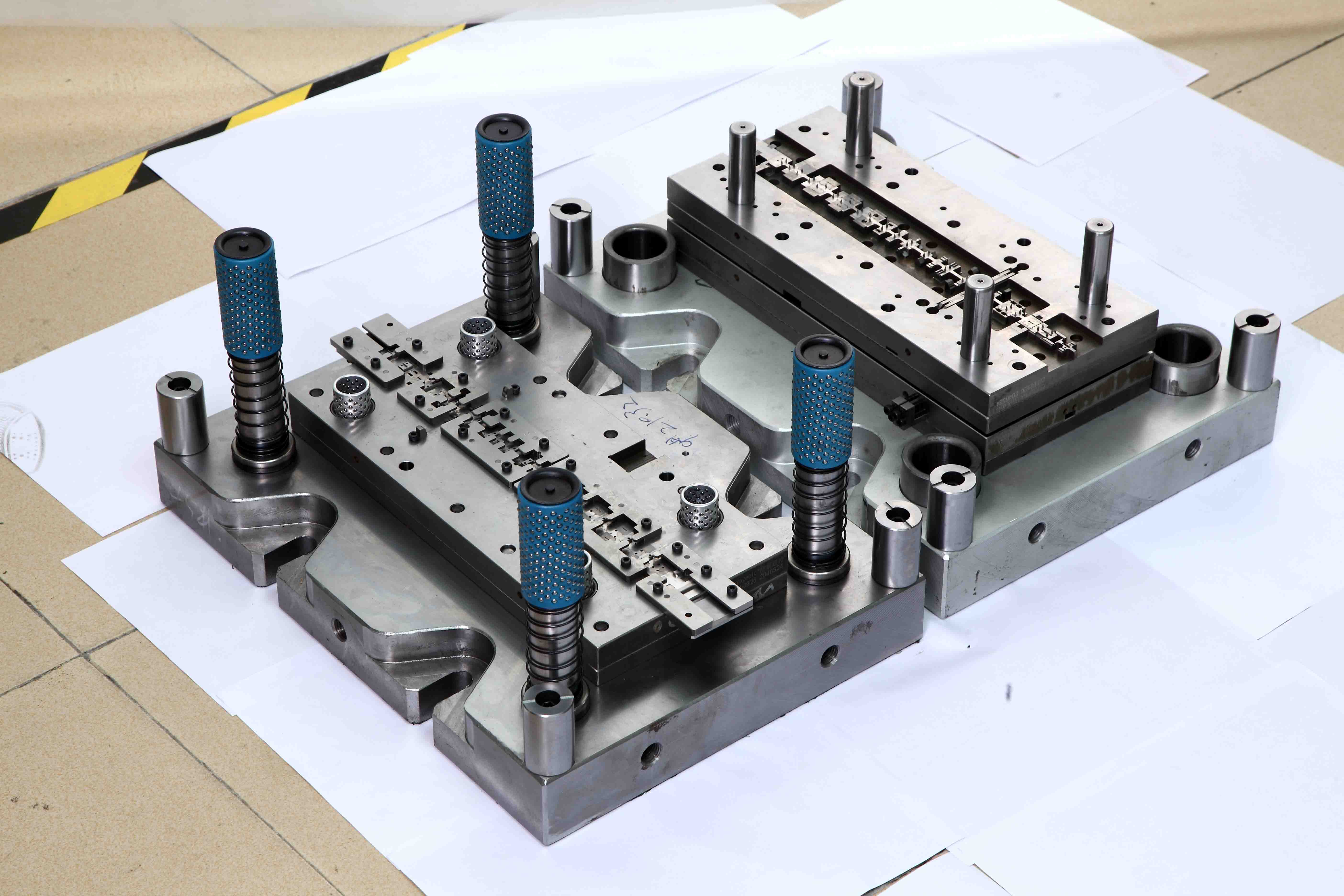
Transfer Die Tooling Design & Build
Our in-house tooling workshop designs and builds all transfer dies using:
- ✓CAD/CAE simulation — Autoform and Dynaform FEM analysis to predict thinning, wrinkling, and springback before steel is cut
- ✓D2/H13 tool steel — Hardened to 58–62 HRC for wear resistance at high volume
- ✓EDM wire cutting — Punch and die profiles held to ±0.003 mm on critical edges
- ✓Transfer system integration — Mechanical finger or servo-cam transfer designed with press stroke for correct part hand-off timing
- ✓Tryout and tuning — First article tryout with full CMM report before PPAP submission
Related Stamping Processes
Progressive Die Stamping
High-speed stamping for small-to-medium parts on carrier strip. Up to 400 SPM.
High Speed Metal Stamping
Ultra-high SPM stamping for connectors, terminals, and micro-components.
Deep Draw Stamping
Specialized deep drawing for cylindrical shells, cans, and housings with high depth-to-diameter ratios.
Custom Metal Stamping
Full-service custom stamping from prototype to mass production across all die types.
Frequently Asked Questions
What is transfer die stamping?
Transfer die stamping is a metal forming process where a pre-cut blank is mechanically transferred — by gripper fingers or suction cups — between individual die stations within a press or press line. Each station performs a distinct operation (draw, pierce, form, trim). Because the blank is free-standing rather than held on a carrier strip, transfer dies can produce large, deeply drawn, and geometrically complex parts impossible with progressive dies.
When should I choose transfer die over progressive die stamping?
Choose transfer die when: (1) parts are larger than ~300 mm in any dimension; (2) draw depth exceeds ~40% of blank diameter; (3) complex 3D geometry requires 360° die access; (4) undercuts or side-action features are needed; or (5) very thick material (>3 mm) requires high forming force. For small-to-medium flat or lightly formed parts at very high volumes, progressive die is typically more economical.
What materials can be transfer die stamped?
We process mild steel (DC01–DC06), high-strength low-alloy steel (HSLA 340–700 MPa), advanced high-strength steel (AHSS/DP/TRIP up to 1,500 MPa), stainless steel (304, 316, 430), aluminum alloys (1xxx, 3xxx, 5xxx, 6xxx series), copper and brass. Material selection affects draw depth, springback compensation strategy, and tooling surface treatment.
What tolerances are achievable with transfer die stamping?
Standard production tolerances are ±0.05–0.10 mm on formed dimensions and ±0.03 mm on pierced hole locations. Precision coining stations can achieve ±0.02 mm on critical surfaces. Positional tolerances per GD&T are confirmed via CMM during first article inspection and monitored with statistical process control (SPC) during production.
How long does transfer die tooling take to build?
Tooling lead time is typically 6–14 weeks depending on die complexity (number of stations, cam actions, part size). Simple 3–4 station dies: 6–8 weeks. Complex 8–12 station dies with multiple cams: 10–14 weeks. Lead time includes CAD/FEM simulation, steel procurement, machining, heat treatment, EDM finishing, and tryout. We provide a detailed project schedule at quoting stage.
What is the minimum production volume for transfer die stamping?
Transfer die tooling investment is significant (typically $30,000–$150,000+ depending on complexity), so it is most economical at volumes of 50,000+ parts per year. For lower volumes or prototyping, we recommend soft tooling or compound die alternatives. Contact us with your annual volume estimate and we will recommend the most cost-effective approach.
Have a Large or Complex Part to Stamp?
Send us your drawing and annual volume. Our engineering team will evaluate feasibility, recommend die type, and provide a detailed quote within 24 hours.
Related Stamping Services
Full-service OEM stamping with PPAP and global delivery.
ISO-certified China supplier with low MOQ.
State-of-the-art press shop with in-house tooling.
Short-run and prototype stamping from 100 pcs.
Mass production stamping with JIT delivery.
Precision electronic and mechanical components.
Contacts, busbars, and terminals for electrical OEMs.
Stamped parts plus welding, riveting, and kitting.
Up to 1,500 SPM for connectors and terminals.