アルミニウムのプレス加工は、軽量で高強度の金属部品を大量生産する最もコスト効率の高い方法の 1 つです。航空宇宙用ブラケットから家庭用電化製品のハウジングに至るまで、アルミニウムは、低密度、耐食性、成形性のユニークな組み合わせにより、数十の業界のプレス部品に好まれる素材となっています。で金属プレス部品では、単純なブラケットから複雑な深絞りエンクロージャに至るまで、アルミニウムのプレス部品を製造し、量産時に厳しい公差を実現します。
このガイドは、合金の選択から最終検査までのアルミニウム スタンピング プロセスをカバーしており、エンジニアや調達チームが材料、工具、サプライヤーの能力について情報に基づいた意思決定を行うのに役立ちます。
アルミプレス加工とは何ですか?
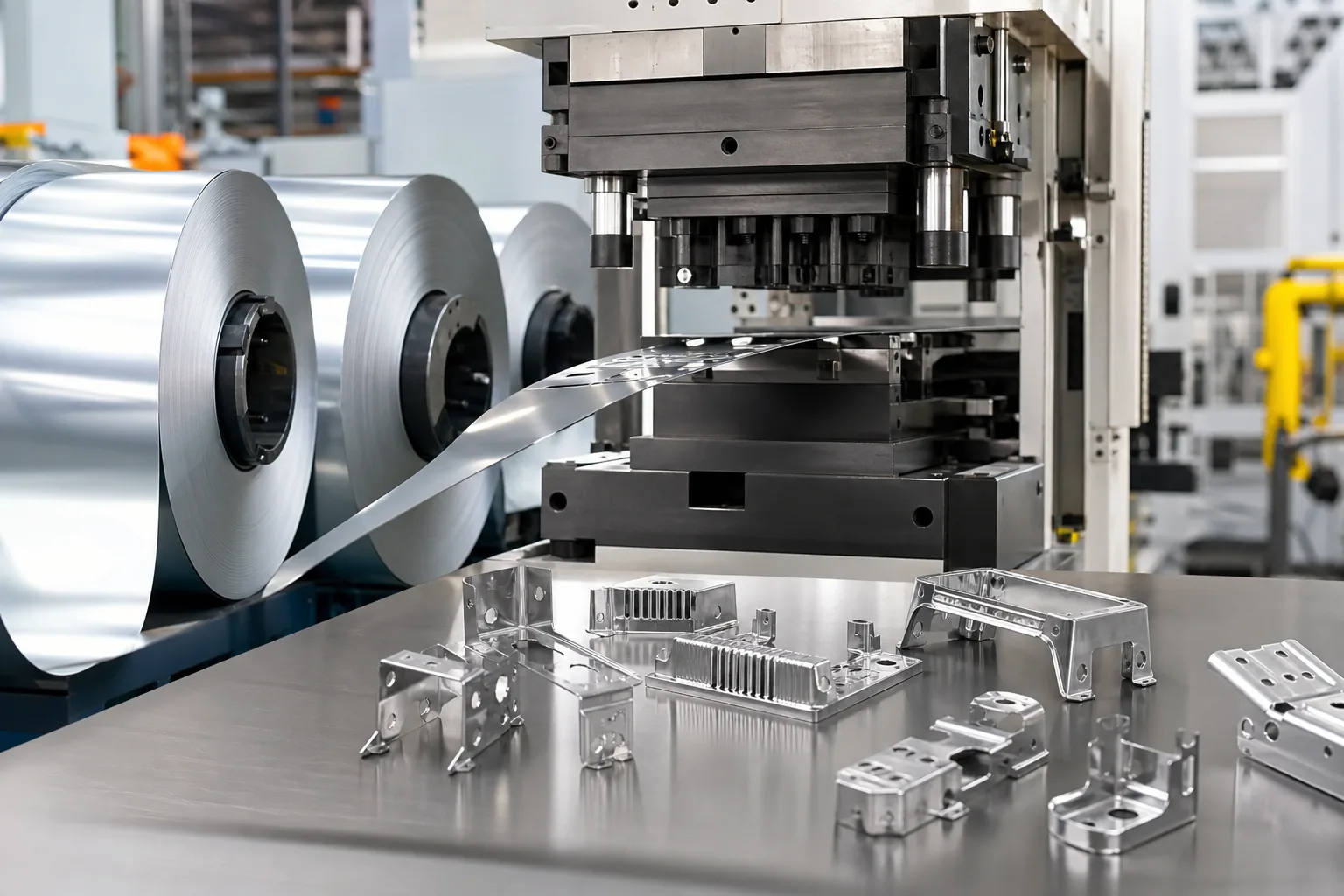
アルミニウム スタンピングは、油圧または機械プレスを使用して、平らなアルミニウム シートまたはコイルを完成品または完成品に近い部品に成形する冷間成形プロセスです。このプロセスでは、パンチやダイなどのカスタム ツールを使用して、材料を切断、曲げ、絞り、または希望の形状に成形します。
アルミプレスプレス工具による力の適用により、平らなアルミニウム板金を立体部品に変換する製造プロセスです。これには、室温で実行される切断、曲げ、絞り、成形作業が含まれます。
材料を除去して形状を作成する機械加工とは異なり、スタンピングではスクラップチップを発生させることなく材料を形成するため、部品の形状とネスティング戦略に応じて 60 ~ 85% の材料利用率が得られます。これにより、中規模から高規模の生産稼働において特に経済的になります。
アルミニウムスタンピングの主な利点
- 軽量部品: アルミニウムは鋼鉄の約 3 分の 1 の重さであるため、自動車、航空宇宙、ポータブル電子機器などの重量に敏感な用途に最適です。
- 耐食性:自然酸化層は、多くの環境で追加のコーティングなしで保護を提供します。
- 高い成形性: 3003 や 5052 などの合金は優れた伸びを実現し、深絞りや複雑な形状を可能にします。
- 熱伝導率と電気伝導率: アルミニウムのプレス部品は、ヒートシンク、電気接点、EMI シールド部品として機能します。
- リサイクル可能性: アルミニウムは特性を損なうことなく 100% リサイクル可能であり、持続可能性への取り組みをサポートします。
プレス用アルミニウム合金
適切な合金を選択することは、アルミニウムのプレス加工において最も重要な決定です。各合金シリーズは、異なる機械的特性、成形性特性、およびコストプロファイルを提供します。
1xxx から 7xxx までのアルミニウム シリーズそれぞれに、強度、成形性、溶接性、耐食性を決定するさまざまな合金元素 (マンガン、マグネシウム、シリコン、銅、亜鉛) が含まれています。間違った合金の選択は、亀裂、スプリングバック、表面かじりなどのスタンピング欠陥の最も一般的な原因です。
一般的なスタンピング合金の比較
| 合金 | シリーズ | 引張強さ (MPa) | 伸び (%) | 成形性 | 代表的なアプリケーション |
|---|---|---|---|---|---|
| 1100 | 1xxx | 90–125 | 30–45 | 素晴らしい | 化学機器、装飾トリム、銘板 |
| 3003 | 3xxx | 130–180 | 25–35 | 素晴らしい | 調理器具、熱交換器、貯蔵タンク、屋根 |
| 5052 | 5xxx | 210–260 | 18–25 | とても良い | 船舶用コンポーネント、燃料タンク、電子機器筐体 |
| 5083 | 5xxx | 290–350 | 12–20 | 良いです | 造船、圧力容器、極低温 |
| 6061 | 6xxx | 240–310 | 12–18 | フェア | 航空宇宙用ブラケット、構造部品、自動車 |
| 7075 | 7xxx | 500–570 | 8–11 | 悪い | 航空宇宙構造部品、高応力用途 |
ほとんどの汎用アルミニウム スタンピングの場合、5052-H32強度、成形性、コストの最適なバランスを提供します。極度の伸びを必要とする深絞り部品の場合、3003-H14が好ましいです。6061-T6強度対重量比が重要な構造用途の場合、
成形性は低下しますが、優れた性能を発揮します。
アルミニウムのプレス加工
典型的なアルミニウム スタンピング プロジェクトは、設計から製造まで構造化されたワークフローに従います。
- 鋼を切断する前に、経験豊富なプレス技術者が部品の図面を確認して潜在的な問題がないか確認します。最小曲げ半径: アルミニウムは鋼よりも大きな曲げ半径を必要とします。一般的なルールは、5052 の場合は材料の厚さの 1 倍、6061 の場合は 1.5 倍です。穴からエッジまでの距離
- : 歪みを防ぐために、穴は端から少なくとも材料の厚さの 2 倍でなければなりません。延伸率
- : 深絞り部品は、ほとんどの合金で 1 回の操作で絞り比 2:1 を超えてはなりません。スプリングバック補償
- : アルミニウムはスチールよりもスプリングバックが高く、合金と曲げ角度に応じて通常 2 ~ 5° です。ステップ 2: 工具の設計と製作
順送金型またはトランスファー金型は、部品の複雑さと生産量に基づいて設計されます。
順送金型
- : 大量の平らな部品や中程度の形状の部品に最適です。ストリップ材料は、1 回のプレス ストロークで複数のステーションを通過します。トランスファーダイス
- : ステーション間で部品の向きを変更する必要がある、深絞り部品または複雑な 3D 部品に使用されます。コンパウンドが死ぬ
- : 切断と成形を 1 つのステーションで組み合わせて、単純な形状を作成します。工具は通常、58 ~ 62 HRC に硬化された D2 または A2 工具鋼で作られています。研磨性アルミニウム合金 (シリコン含有量が高い) の場合、摩耗しやすいステーションで超硬インサートが使用される場合があります。
ステップ 3: ブランキングと成形
実際のスタンピングプロセスには、部品の形状に応じていくつかの操作が含まれます。
The actual stamping process involves several operations depending on part geometry:
- ブランキング: コイルまたはシート素材から平らなブランクを切断
- 絵を描く: ブランクをカップまたは凹形状に成形します
- ピアス: 穴、スロット、カットアウトの作成
- 曲げ: フランジ、チャネル、角度フィーチャーの形成
- トリミング: 描画パーツから余分な材料を除去
- コイニング: 重要なフィーチャで厳しい寸法公差を達成
ステップ 4: 二次操作
多くのアルミニウム プレス部品には、プレス後の処理が必要です。
- バリ取り: カット フィーチャから鋭いエッジやバリを除去
- タップ: 組み立て用のネジ穴を追加
- 溶接: 複数部品の部品を組み立てるための MIG または TIG 溶接
- 表面仕上げ: アルマイト処理、粉体塗装、クロメート処理、または研磨
- 熱処理: 6061 などの析出硬化型合金の時効 (T6 焼き戻し)
公差と品質基準
達成可能な公差を理解することは、アルミニウム プレス部品に対する現実的な期待値を設定するのに役立ちます。特徴
| 標準公差 | 精度公差 | 注意事項 | 直線寸法 |
|---|---|---|---|
| ±0.10mm | ±0.05mm | 材料の厚さとフィーチャのサイズによって異なります | 穴の直径 |
| ±0.05mm | ±0.025 mm | パンチ研削穴により、より厳しい公差を実現 | 曲げ角度 |
| ツーリング設計時に適用されるスプリングバック補正 | ±1° | ±0.5° | Springback compensation applied during tooling design |
| 平面度 | 0.10 mm/100 mm | 0.05 mm/100 mm | |
| スタンプ後のレベリングが必要な場合があります | バリ高さ | ≤0.10 mm | ≤0.05 mm |
金型のクリアランスと切れ味によって制御
品質システムは通常 ISO 9001 に従い、自動車用途では IATF 16949、航空宇宙用途では AS9100 認証が必要となります。 AS9102 規格に基づく初回製品検査 (FAI) または AIAG 規格に基づく PPAP は、新しいツールの標準的な実施方法です。
アルミニウムプレス加工におけるコスト要因
アルミニウム プレス部品の総コストは、いくつかの変数によって決まります。工具コスト
はアルミニウムスタンピングにおける最大の先行投資であり、通常、単純な単一ステーションのダイの場合は 2,000 ドルから、15 ステーション以上の複雑な順送ダイの場合は 50,000 ドル以上に及びます。ただし、工具のコストは生産量に応じて償却されるため、大規模な場合は部品あたりのコストが非常に低くなります。
- コストの内訳材質
- :部品コストの30~50%。アルミニウムコイルの価格は合金と厚さによって異なります。 5052-H32 シートの価格は、厚さと市場の状況に応じて、kg あたり約 3 ~ 5 ドルです。工具
- : 1 回限りのコスト。生産期間中に償却されます。単純な金型: 1,500 ~ 5,000 ドル。複雑な順送金型: 10,000 ~ 50,000 ドル。プレス時間
- 二次操作: 陽極酸化処理は 1 部品あたり 0.05 ~ 0.30 ドル追加されます。粉体塗装: 部品あたり 0.10 ~ 0.50 ドル。タッピング: 1 穴あたり 0.02 ~ 0.10 ドル。
- 検査と梱包: 通常、部品コストの合計の 3 ~ 8%。
一般的なアルミニウム ブラケット (5052-H32、厚さ 1.5 mm、50 × 80 mm) の場合、工具を除く 10,000 個の製造コストは部品あたり 0.30 ~ 0.80 ドルの範囲になります。
アルミプレス部品の用途
アルミニウム スタンピングは、複数の業界にわたって重要な機能を果たします。
自動車
- 電気自動車用バッテリー エンクロージャ
- 熱交換器のフィンとプレート
- 構造ブラケットと補強
- EMI シールド カバー
- センサーハウジング
航空宇宙
- 翼のリブとスパー
- アビオニクス エンクロージャ
- シートトラックフィッティング
- ダクトとエアフローのコンポーネント
エレクトロニクス
- スマートフォンやタブレットの筐体
- LED ヒートシンク
- コネクタのシェルとコンタクト
- サーバー ラックのコンポーネント
産業用
- コントロール パネル エンクロージャ
- ポンプとバルブのコンポーネント
- コンベヤシステム部品
- フィルターハウジング
アルミニウム スタンピング サプライヤーの選び方
適切なサプライヤーを選択することで、部品の品質、納期の信頼性、総所有コストが決まります。次の基準に基づいて潜在的なサプライヤーを評価します。
- 材料に関する専門知識: サプライヤーは、6061 のスプリングバックや高シリコン合金のカジリなど、合金特有の課題を理解していますか?
- ツーリング機能: 順送金型の設計と製造を社内で行うことはできますか? それとも外注しますか?社内ツールにより、迅速な修正が可能になります。
- 押す範囲: 25 ~ 400 トンのプレス機を備えたサプライヤーは、幅広い部品サイズと複雑さのレベルに対応できます。
- 品質システム: ISO 9001 は最低です。自動車用は IATF 16949、航空宇宙用は AS9100。
- 二次操作: 陽極酸化処理、粉体塗装、組み立てを提供するサプライヤーは、物流の複雑さとリードタイムを削減します。
- 生産能力とリードタイム: 標準的な工具のリードタイムは 4 ~ 8 週間です。生産部品は注文後 2 ~ 3 週間以内に発送されます。
で金属プレス部品、当社は完全な社内ツール、25 ~ 300 トンのプレス能力、統合された仕上げサービスを維持しています。当社のエンジニアリング チームは、ツーリングを開始する前にすべての設計の製造可能性をレビューし、コストのかかる修正のリスクを軽減します。
アルミニウムスタンピングと代替プロセス
| 他の製造方法ではなくスタンピングを選択するタイミングを理解することは、コストとパフォーマンスの最適化に役立ちます。プロセス | 最適な用途 | 音量範囲 | 10,000 の単位コスト | リードタイム |
|---|---|---|---|---|
| スタンピング | 平坦/成形部品、中量から大量 | 1,000–1,000,000+ | $0.20–2.00 | 6 ~ 10 週間 (工具を含む) |
| CNC 加工 | 複雑な 3D ジオメトリ、少量 | 1–500 | $5–50 | 1 ~ 3 週間 |
| ダイカスト | 複雑な 3D パーツ、非常に大量 | 10,000–1,000,000+ | $0.50–5.00 | 12 ~ 20 週間 (工具を含む) |
| 板金製作 | プロトタイプから中量まで、柔軟 | 1–1,000 | $3–30 | 1 ~ 4 週間 |
| 押し出し | 一定の断面プロファイル | 500–100,000+ | $1–10 | 4 ~ 8 週間 |
スタンピングは、生産量が 1,000 部品を超える場合に最も費用対効果が高く、形状は平坦または成形加工で実現できます。プロトタイプまたは非常に少量の場合は、板金製造または CNC 機械加工がより実用的です。
よくある質問
アルミプレス部品の最低注文数量はいくらですか?
最小注文数量はサプライヤーや部品の複雑さによって異なりますが、ほとんどのスタンピング会社では、工具コストを正当化するために最低 500 ~ 1,000 個の部品が必要です。で金属プレス部品、標準合金の場合は 1,000 個から、既存の工具を使用したリピート注文の場合は 500 個から注文を受け付けます。
深絞り加工に最適なアルミニウム合金はどれですか?
3003-H14 および 5052-H32 は、深絞りアルミニウム部品に最も一般的に使用される合金です。 3003 は極端な延伸比で優れた伸び (30 ~ 35%) を提供し、5052 は良好な成形性とともにより高い強度 (210 ~ 260 MPa の引張) を提供します。深さ 25 mm 未満の浅い絞りの場合は、強度に優れているため、通常は 5052-H32 がより良い選択となります。
アルミニウムのプレス加工とスチールのプレス加工のコストを比較するとどうですか?
アルミニウムの原材料のコストは同等の鋼の 2 ~ 3 倍ですが、アルミニウム スタンピングの方が総部品コストが低くなることがよくあります。その理由は次のとおりです。(1) 部品の軽量化により輸送コストが削減され、(2) アルミニウムは多くの用途で腐食防止コーティングが不要で、(3) 鋼と比較して摩耗が減少するため工具の寿命が長くなり、(4) より薄いゲージで同等の強度対重量比を達成できるため、材料の利用率が高くなります。
アルミニウムスタンピングはどの程度の公差を達成できますか?
アルミニウム プレス部品の標準公差は、直線寸法については ±0.10 mm、曲げ角度については ±1° です。研削工具による精密スタンピングにより、直線±0.05 mm、角度±0.5°を実現します。パンチ研磨工具を使用すると、穴の直径を ±0.025 mm に保つことができます。これらの公差は、材料の厚さ、合金、および形状の形状によって異なります。
アルミニウムのプレス部品を陽極酸化することはできますか?
はい、アルミニウムは陽極酸化によく反応する数少ない金属の 1 つです。一般的なスタンピング合金 (1100、3003、5052、6061) はすべて陽極酸化処理に対応していますが、外観は合金によって異なります。 5052 は一貫した透明な陽極酸化仕上げを生成しますが、6061 はわずかに黄色がかった色合いを示す場合があります。装飾陽極酸化処理には、5052-H32 が推奨される合金です。タイプ II (硫酸) およびタイプ III (ハードコート) 陽極酸化処理は、どちらもプレス部品と互換性があります。
結論
アルミニウムのプレス加工は、軽量で耐食性の高い精密部品を生産規模で提供し、大量成形によるコストの利点とアルミニウム本来の材料の利点を組み合わせます。成功は、適切な合金を用途に適合させ、製造しやすいように設計し、適切な機能と品質システムを備えたサプライヤーを選択することにかかっています。
1,000 個のブラケットが必要な場合でも、500,000 個のエンクロージャが必要な場合でも、アルミニウム スタンピングは、平らなシートから完成品まで実績のあるパスを提供します。弊社のエンジニアリング チームにお問い合わせくださいで金属プレス部品次のアルミニウム スタンピング プロジェクトについて話し合ったり、DFM レビューをリクエストしたり、生産見積もりを取得したりできます。