Das Stanzen von Aluminium ist eine der kostengünstigsten Möglichkeiten, leichte, hochfeste Metallteile in großen Mengen herzustellen. Von Halterungen für die Luft- und Raumfahrt bis hin zu Gehäusen für Unterhaltungselektronik – die einzigartige Kombination aus geringer Dichte, Korrosionsbeständigkeit und Formbarkeit von Aluminium macht es zu einem bevorzugten Material für gestanzte Komponenten in Dutzenden von Branchen. BeiMetallstanzteileWir fertigen gestanzte Aluminiumkomponenten von einfachen Halterungen bis hin zu komplexen tiefgezogenen Gehäusen und liefern dabei enge Toleranzen bei Produktionsmengen.
Dieser Leitfaden behandelt den Aluminiumstanzprozess von der Legierungsauswahl bis zur Endkontrolle und hilft Ingenieuren und Beschaffungsteams dabei, fundierte Entscheidungen über Material, Werkzeuge und Lieferantenkapazitäten zu treffen.
Was ist Aluminiumstanzen?
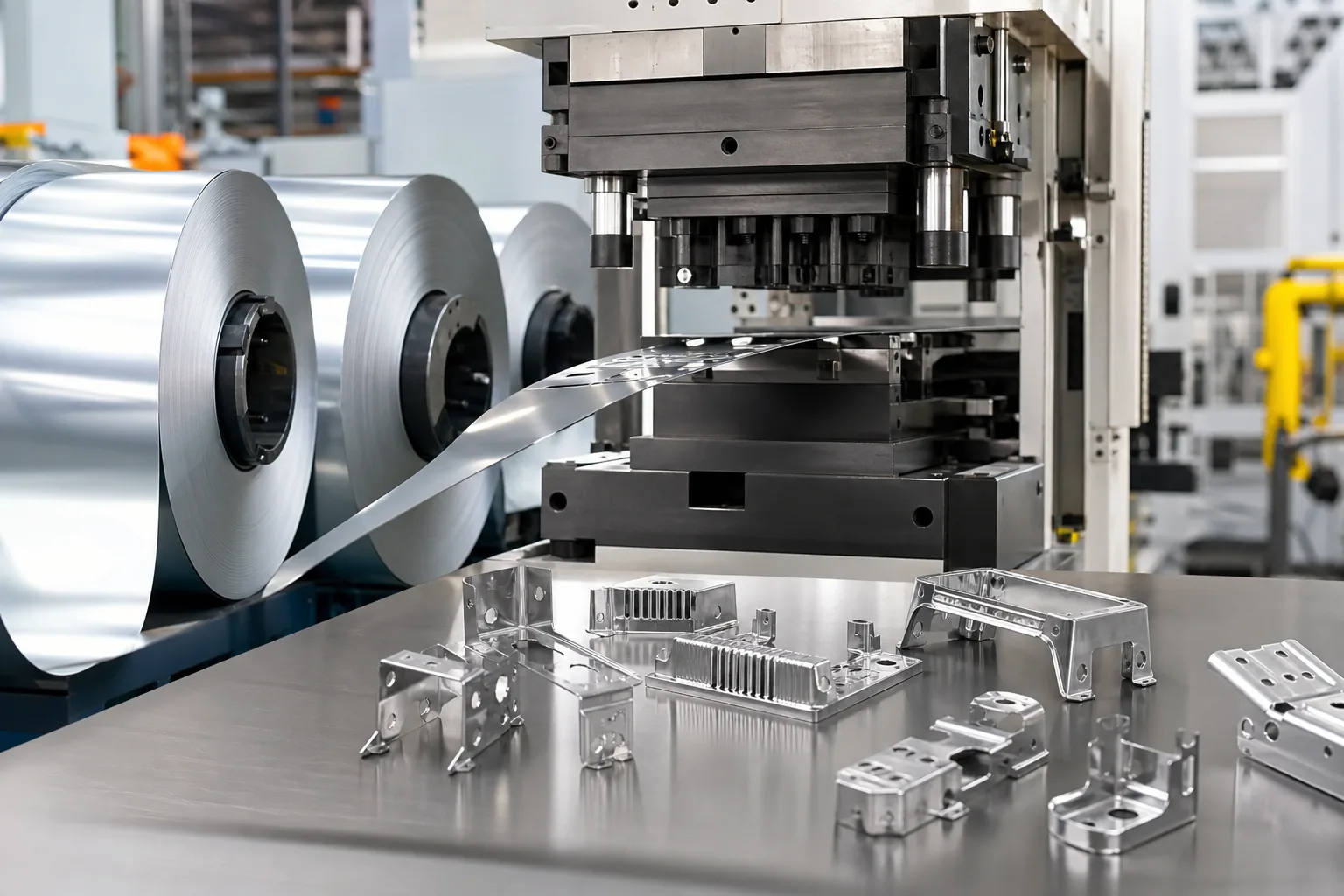
Das Stanzen von Aluminium ist ein Kaltumformungsprozess, bei dem hydraulische oder mechanische Pressen verwendet werden, um flache Aluminiumbleche oder -spulen in fertige oder nahezu fertige Teile zu formen. Der Prozess verwendet kundenspezifische Werkzeuge – Stempel und Matrizen –, um das Material in die gewünschte Geometrie zu schneiden, zu biegen, zu ziehen oder zu formen.
Aluminiumprägungist ein Herstellungsverfahren, bei dem flaches Aluminiumblech durch Krafteinwirkung mittels Presswerkzeugen in dreidimensionale Teile umgewandelt wird. Es umfasst Schneid-, Biege-, Zieh- und Umformvorgänge, die bei Raumtemperatur durchgeführt werden.
Im Gegensatz zur maschinellen Bearbeitung, bei der Material entfernt wird, um eine Form zu erzeugen, formt das Stanzen das Material, ohne dass Abfallspäne entstehen, was je nach Teilegeometrie und Verschachtelungsstrategie zu Materialausnutzungsraten von 60–85 % führt. Dies macht es besonders wirtschaftlich für mittlere bis hohe Produktionsmengen.
Hauptvorteile des Aluminiumstanzens
- Leichtbauteile: Aluminium wiegt etwa ein Drittel so viel wie Stahl und eignet sich daher ideal für gewichtsempfindliche Anwendungen in der Automobil-, Luft- und Raumfahrtindustrie sowie in der tragbaren Elektronik.
- Korrosionsbeständigkeit: Eine natürliche Oxidschicht bietet in vielen Umgebungen Schutz ohne zusätzliche Beschichtung.
- Hohe Formbarkeit: Legierungen wie 3003 und 5052 bieten eine hervorragende Dehnung und ermöglichen tiefes Ziehen und komplexe Formen.
- Thermische und elektrische Leitfähigkeit: Aluminium-Stanzteile dienen als Kühlkörper, elektrische Kontakte und EMI-Abschirmkomponenten.
- Recyclingfähigkeit: Aluminium ist zu 100 % ohne Eigenschaftsverlust recycelbar und unterstützt so Nachhaltigkeitsinitiativen.
Aluminiumlegierungen zum Stanzen
Die Auswahl der richtigen Legierung ist die wichtigste Entscheidung beim Aluminiumstanzen. Jede Legierungsserie bietet unterschiedliche mechanische Eigenschaften, Formbarkeitseigenschaften und Kostenprofile.
Die Aluminiumserien 1xxx bis 7xxxJedes enthält unterschiedliche Legierungselemente – Mangan, Magnesium, Silizium, Kupfer und Zink –, die Festigkeit, Formbarkeit, Schweißbarkeit und Korrosionsbeständigkeit bestimmen. Die Wahl der falschen Legierung ist die häufigste Ursache für Stanzfehler wie Risse, Rückfederung und Oberflächenabrieb.
Vergleich gängiger Stanzlegierungen
| Legierung | Serie | Zugfestigkeit (MPa) | Dehnung (%) | Formbarkeit | Typische Anwendungen |
|---|---|---|---|---|---|
| 1100 | 1xxx | 90–125 | 30–45 | Ausgezeichnet | Chemische Ausrüstung, Zierleisten, Namensschilder |
| 3003 | 3xxx | 130–180 | 25–35 | Exzellent | Kochgeschirr, Wärmetauscher, Lagertanks, Überdachung |
| 5052 | 5xxx | 210–260 | 18–25 | Sehr gut | Schiffskomponenten, Kraftstofftanks, Elektronikgehäuse |
| 5083 | 5xxx | 290–350 | 12–20 | Gut | Schiffbau, Druckbehälter, Kryotechnik |
| 6061 | 6xxx | 240–310 | 12–18 | Fair | Luft- und Raumfahrthalterungen, Strukturkomponenten, Automobil |
| 7075 | 7xxx | 500–570 | 8–11 | Arm | Strukturteile für die Luft- und Raumfahrt, hochbeanspruchte Anwendungen |
Für die meisten allgemeinen Aluminiumstanzungen,5052-H32bietet das beste Gleichgewicht zwischen Festigkeit, Formbarkeit und Kosten. Für tiefgezogene Teile, die eine extreme Dehnung erfordern,3003-H14wird bevorzugt. Für strukturelle Anwendungen, bei denen das Verhältnis von Festigkeit zu Gewicht entscheidend ist,6061-T6bietet trotz eingeschränkter Formbarkeit eine hervorragende Leistung.
Der Aluminium-Stanzprozess
Ein typisches Aluminium-Stanzprojekt folgt einem strukturierten Arbeitsablauf vom Entwurf bis zur Produktion:
Schritt 1: Design for Manufacturability (DFM)
Vor dem Schneiden von Stahl überprüfen erfahrene Stanzingenieure die Teilezeichnung auf mögliche Probleme:
- Mindestbiegeradius: Aluminium erfordert größere Biegeradien als Stahl. Als allgemeine Regel gilt 1× Materialstärke für 5052 und 1,5× für 6061.
- Loch-zu-Kante-Abstand: Löcher sollten mindestens das Zweifache der Materialstärke von jeder Kante betragen, um Verformungen zu vermeiden.
- Ziehverhältnis: Tiefziehteile sollten bei den meisten Legierungen ein Ziehverhältnis von 2:1 in einem Arbeitsgang nicht überschreiten.
- Rückfederungskompensation: Aluminium hat eine höhere Rückfederung als Stahl – typischerweise 2–5°, abhängig von Legierung und Biegewinkel.
Schritt 2: Werkzeugdesign und -herstellung
Folgeverbundwerkzeuge oder Transferwerkzeuge werden basierend auf der Komplexität des Teils und dem Produktionsvolumen entwickelt:
- Folgeverbundmatrizen: Am besten für großvolumige, flache oder mäßig geformte Teile geeignet. Das Bandmaterial wird in einem einzigen Pressenhub durch mehrere Stationen geführt.
- Transferstempel: Wird für tiefgezogene oder komplexe 3D-Teile verwendet, bei denen das Teil zwischen den Stationen neu ausgerichtet werden muss.
- Verbundmatrizen: Kombinieren Sie Schneiden und Formen in einer einzigen Station für einfache Geometrien.
Werkzeuge bestehen typischerweise aus D2- oder A2-Werkzeugstahl, der auf 58–62 HRC gehärtet ist. Bei abrasiven Aluminiumlegierungen (hoher Siliziumanteil) können an verschleißanfälligen Stationen Hartmetalleinsätze eingesetzt werden.
Schritt 3: Stanzen und Formen
Der eigentliche Stanzprozess umfasst je nach Teilegeometrie mehrere Vorgänge:
- Ausblenden: Schneiden des flachen Rohlings aus Coil oder Blech
- Zeichnung: Formen des Rohlings in eine becherförmige oder vertiefte Form
- Piercing: Löcher, Schlitze und Ausschnitte erstellen
- Biegen: Formen von Flanschen, Kanälen und Winkelelementen
- Trimmen: Überschüssiges Material von gezogenen Teilen entfernen
- Prägen: Erzielung enger Maßtoleranzen bei kritischen Merkmalen
Schritt 4: Sekundäroperationen
Viele gestanzte Aluminiumteile erfordern eine Nachbearbeitung:
- Entgraten: Scharfe Kanten und Grate von Schnittmerkmalen entfernen
- Tippen Sie auf: Gewindelöcher für die Montage hinzufügen
- Schweißen: MIG- oder WIG-Schweißen zur Montage mehrteiliger Komponenten
- Oberflächenveredelung: Eloxieren, Pulverbeschichten, Chromatierung oder Polieren
- Wärmebehandlung: Alterung (T6-Vergütung) für ausscheidungsgehärtete Legierungen wie 6061
Toleranzen und Qualitätsstandards
Das Verständnis der erreichbaren Toleranzen hilft dabei, realistische Erwartungen für Aluminium-Stanzteile festzulegen:
| Funktion | Standardtoleranz | Präzisionstoleranz | Notizen |
|---|---|---|---|
| Lineare Abmessungen | ±0,10 mm | ±0,05 mm | Abhängig von Materialstärke und Strukturgröße |
| Lochdurchmesser | ±0,05 mm | ±0,025 mm | Durch gestanzte Löcher werden engere Toleranzen erreicht |
| Biegewinkel | ±1° | ±0.5° | Bei der Werkzeugkonstruktion angewendete Rückfederungskompensation |
| Ebenheit | 0,10 mm/100 mm | 0,05 mm/100 mm | Möglicherweise ist eine Nivellierung nach dem Prägen erforderlich |
| Grathöhe | ≤0,10 mm | ≤0,05 mm | Gesteuert durch Matrizenspiel und Schärfe |
Qualitätssysteme folgen in der Regel der ISO 9001, wobei für Automobilanwendungen die IATF 16949 und für die Luft- und Raumfahrt eine AS9100-Zertifizierung erforderlich ist. Die Erstmusterprüfung (FAI) gemäß AS9102 oder PPAP gemäß AIAG-Standards ist Standardpraxis für neue Werkzeuge.
Kostenfaktoren beim Aluminiumstanzen
Die Gesamtkosten von Aluminium-Stanzteilen hängen von mehreren Variablen ab:
Werkzeugkostenist die größte Vorabinvestition beim Aluminiumstanzen und liegt typischerweise zwischen 2.000 US-Dollar für einfache Ein-Stationen-Matrizen und über 50.000 US-Dollar für komplexe Folgeverbund-Matrizen mit mehr als 15 Stationen. Allerdings werden die Werkzeugkosten über das Produktionsvolumen abgeschrieben, wodurch die Kosten pro Teil im Maßstab sehr niedrig sind.
Kostenaufschlüsselung
- Material: 30–50 % der Teilekosten. Die Preise für Aluminiumspulen variieren je nach Legierung und Dicke. 5052-H32-Platten kosten je nach Dicke und Marktbedingungen etwa 3–5 US-Dollar/kg.
- Werkzeuge: Einmalige Kosten, die über die Produktionslaufzeit abgeschrieben werden. Einfache Matrizen: 1.500–5.000 $. Komplexe Folgeverbundwerkzeuge: 10.000–50.000 $.
- Presszeit: 40–120 $/Stunde, je nach Presstonnage und Region. Die Teile pro Stunde reichen von 200 (komplex) bis über 3.000 (einfaches Stanzen).
- Sekundäroperationen: Eloxieren kostet 0,05–0,30 $ pro Teil. Pulverbeschichtung: 0,10–0,50 $/Teil. Gewindebohren: 0,02–0,10 $/Loch.
- Inspektion und Verpackung: Typischerweise 3–8 % der gesamten Teilekosten.
Für eine typische Aluminiumhalterung (5052-H32, 1,5 mm dick, 50 x 80 mm) liegen die Produktionskosten bei 10.000 Stück zwischen 0,30 und 0,80 US-Dollar pro Teil ohne Werkzeuge.
Applications of Aluminium Stamped Parts
Das Stanzen von Aluminium erfüllt in zahlreichen Branchen wichtige Funktionen:
Automobil
- Batteriegehäuse für Elektrofahrzeuge
- Wärmetauscherlamellen und -platten
- Strukturelle Halterungen und Verstärkungen
- EMI-Abschirmabdeckungen
- Sensorgehäuse
Luft- und Raumfahrt
- Flügelrippen und Holme
- Avionikgehäuse
- Sitzschienenbeschläge
- Kanal- und Luftstromkomponenten
Elektronik
- Smartphone- und Tablet-Gehäuse
- LED-Kühlkörper
- Steckergehäuse und Kontakte
- Server-Rack-Komponenten
Industriell
- Schalttafelgehäuse
- Pumpen- und Ventilkomponenten
- Teile von Förderanlagen
- Filtergehäuse
So wählen Sie einen Aluminium-Stanzlieferanten aus
Die Auswahl des richtigen Lieferanten bestimmt die Teilequalität, die Lieferzuverlässigkeit und die Gesamtbetriebskosten. Bewerten Sie potenzielle Lieferanten anhand dieser Kriterien:
- Materialkompetenz: Versteht der Lieferant legierungsspezifische Herausforderungen wie Rückfederung bei 6061 oder Abrieb bei Legierungen mit hohem Siliziumgehalt?
- Werkzeugfähigkeit: Können sie Folgeverbundwerkzeuge selbst entwerfen und bauen oder lassen sie diese auslagern? Eigene Werkzeuge ermöglichen schnellere Änderungen.
- Drücken Sie den Bereich: Ein Lieferant mit 25–400-Tonnen-Pressen kann ein breites Spektrum an Teilegrößen und Komplexitätsgraden verarbeiten.
- Qualitätssysteme: ISO 9001 ist ein Minimum. IATF 16949 für die Automobilindustrie, AS9100 für die Luft- und Raumfahrt.
- Sekundäroperationen: Lieferanten, die Eloxierung, Pulverbeschichtung und Montage anbieten, reduzieren die Komplexität der Logistik und die Vorlaufzeit.
- Kapazität und Lieferzeit: Die Standardvorlaufzeit für Werkzeuge beträgt 4–8 Wochen. Produktionsteile sollten innerhalb von 2–3 Wochen nach Bestellung versandt werden.
BeiMetallstanzteileWir verfügen über einen kompletten hauseigenen Werkzeugbau, eine Presskapazität von 25–300 Tonnen und integrierte Endbearbeitungsdienste. Unser Ingenieurteam überprüft jedes Design auf Herstellbarkeit, bevor mit der Werkzeugherstellung begonnen wird, wodurch das Risiko kostspieliger Überarbeitungen verringert wird.
Aluminiumstanzen im Vergleich zu alternativen Verfahren
Wenn Sie wissen, wann das Stanzen anderen Fertigungsmethoden vorzuziehen ist, können Sie Kosten und Leistung optimieren:
| Prozess | Am besten für | Lautstärkebereich | Stückkosten bei 10.000 | Vorlaufzeit |
|---|---|---|---|---|
| Stempeln | Flache/geformte Teile, mittleres bis hohes Volumen | 1,000–1,000,000+ | $0.20–2.00 | 6–10 Wochen (mit Werkzeug) |
| CNC-Bearbeitung | Komplexe 3D-Geometrie, geringes Volumen | 1–500 | $5–50 | 1–3 Wochen |
| Druckguss | Komplexe 3D-Teile, sehr hohe Stückzahl | 10,000–1,000,000+ | $0.50–5.00 | 12–20 Wochen (mit Werkzeug) |
| Blechbearbeitung | Prototyp bis mittleres Volumen, flexibel | 1–1,000 | $3–30 | 1–4 Wochen |
| Extrusion | Profile mit konstantem Querschnitt | 500–100,000+ | $1–10 | 4–8 Wochen |
Das Stanzen ist am kostengünstigsten, wenn das Produktionsvolumen 1.000 Teile übersteigt und die Geometrie durch flache oder geformte Vorgänge erreicht werden kann. Für Prototypen oder sehr kleine Stückzahlen ist die Blechfertigung oder CNC-Bearbeitung praktischer.
Häufig gestellte Fragen
Was ist die Mindestbestellmenge für Aluminium-Stanzteile?
Die Mindestbestellmengen variieren je nach Lieferant und Teilekomplexität, aber die meisten Stanzereien verlangen ein Minimum von 500–1.000 Stück, um die Werkzeugkosten zu rechtfertigen. BeiMetallstanzteileWir akzeptieren Bestellungen ab 1.000 Stück für Standardlegierungen und 500 Stück für Nachbestellungen mit vorhandenen Werkzeugen.
Welche Aluminiumlegierung eignet sich am besten zum Tiefziehen?
3003-H14 und 5052-H32 sind die am häufigsten verwendeten Legierungen für tiefgezogene Aluminiumteile. 3003 bietet eine überlegene Dehnung (30–35 %) für extreme Ziehverhältnisse, während 5052 eine höhere Festigkeit (210–260 MPa Zugfestigkeit) bei guter Formbarkeit bietet. Für flache Züge unter 25 mm Tiefe ist 5052-H32 aufgrund seines Festigkeitsvorteils in der Regel die bessere Wahl.
Wie sind die Kosten für das Stanzen von Aluminium im Vergleich zum Stanzen von Stahl?
Aluminiumrohmaterial kostet zwei- bis dreimal mehr als vergleichbarer Stahl, aber das Stanzen von Aluminium führt oft zu niedrigeren Gesamtkosten für Teile, weil: (1) leichtere Teile die Versandkosten senken, (2) Aluminium in vielen Anwendungen keine Korrosionsschutzbeschichtung erfordert, (3) Werkzeuge aufgrund des geringeren Verschleißes im Vergleich zu Stahl länger halten und (4) die Materialausnutzung höher sein kann, da dünnere Stärken ein gleichwertiges Verhältnis von Festigkeit zu Gewicht erreichen.
Welche Toleranzen können beim Aluminiumstanzen erreicht werden?
Standardtoleranzen für Aluminium-Stanzteile betragen ±0,10 mm für lineare Abmessungen und ±1° für Biegewinkel. Das Präzisionsstanzen mit geschliffenen Werkzeugen erreicht ±0,05 mm linear und ±0,5° winkelig. Lochdurchmesser können mit stanzgeschliffenen Werkzeugen auf ±0,025 mm gehalten werden. Diese Toleranzen hängen von der Materialstärke, der Legierung und der Merkmalsgeometrie ab.
Können Aluminium-Stanzteile eloxiert werden?
Ja, Aluminium ist eines der wenigen Metalle, das gut auf Eloxieren reagiert. Alle gängigen Stanzlegierungen (1100, 3003, 5052, 6061) können eloxiert werden, das Aussehen variiert jedoch je nach Legierung. 5052 erzeugt eine konsistente, klare eloxierte Oberfläche, während 6061 einen leichten Gelbstich aufweisen kann. Für die dekorative Eloxierung ist 5052-H32 die bevorzugte Legierung. Die Eloxierung vom Typ II (Schwefelsäure) und vom Typ III (Hartbeschichtung) ist beide mit gestanzten Teilen kompatibel.
Fazit
Das Stanzen von Aluminium liefert leichte, korrosionsbeständige Präzisionsteile im Produktionsmaßstab und kombiniert die Kostenvorteile der Massenumformung mit den inhärenten Materialvorteilen von Aluminium. Der Erfolg hängt davon ab, die richtige Legierung für die Anwendung auszuwählen, die Konstruktion auf Herstellbarkeit auszurichten und einen Lieferanten mit den richtigen Fähigkeiten und Qualitätssystemen auszuwählen.
Unabhängig davon, ob Sie 1.000 Halterungen oder 500.000 Gehäuse benötigen, bietet das Stanzen von Aluminium einen bewährten Weg vom flachen Blech zum fertigen Teil.Kontaktieren Sie unser Engineering-TeambeiMetallstanzteileum Ihr nächstes Aluminium-Stanzprojekt zu besprechen, eine DFM-Bewertung anzufordern oder ein Produktionsangebot einzuholen.