Aluminium stamping is one of the most cost-effective ways to produce lightweight, high-strength metal parts at volume. From aerospace brackets to consumer electronics housings, aluminium’s unique combination of low density, corrosion resistance, and formability makes it a preferred material for stamped components across dozens of industries. At Metal Stamping Parts, we manufacture aluminium stamped components ranging from simple brackets to complex deep-drawn enclosures, delivering tight tolerances at production volumes.
This guide covers the aluminium stamping process from alloy selection through final inspection, helping engineers and procurement teams make informed decisions about material, tooling, and supplier capabilities.
What Is Aluminium Stamping?
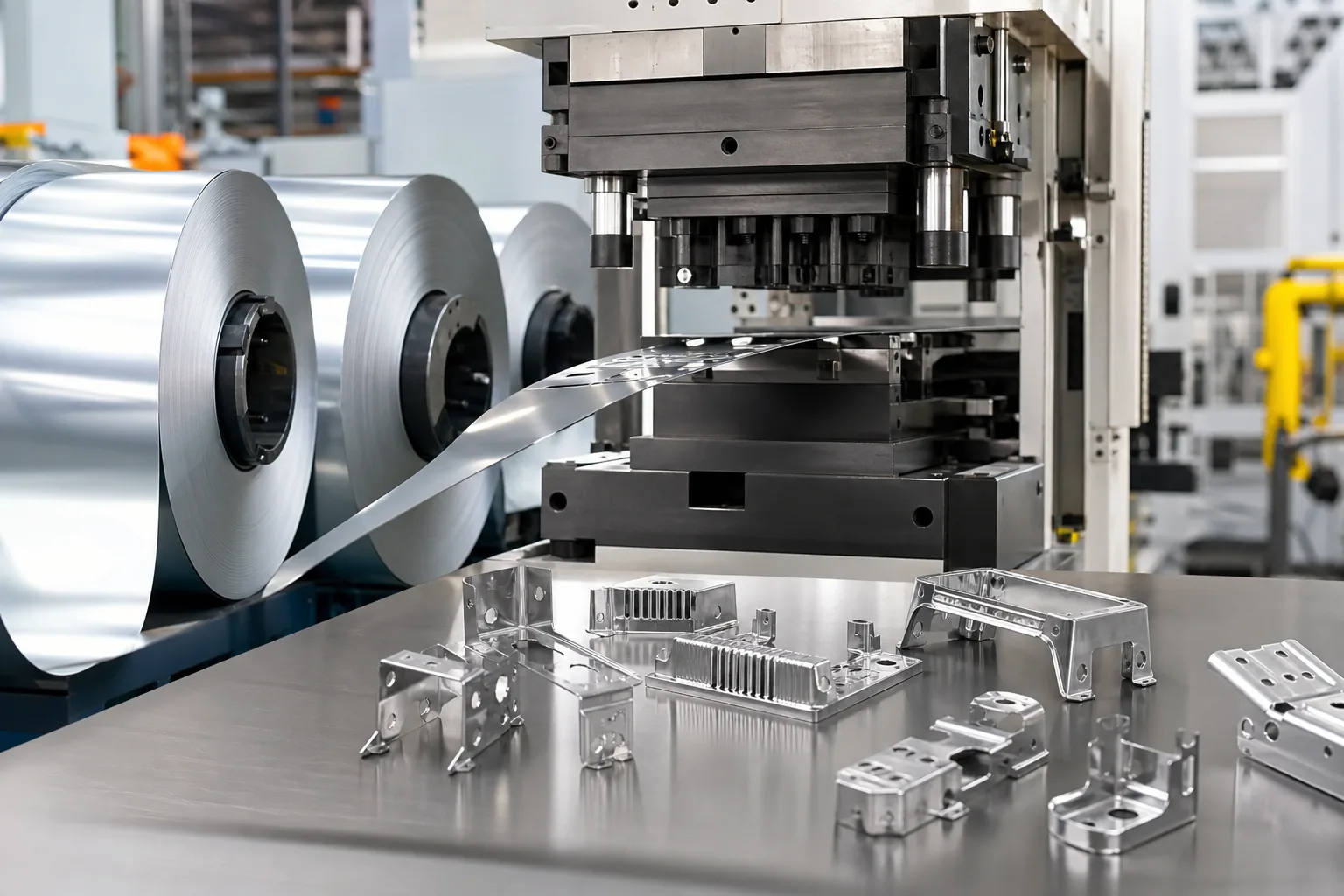
Aluminium stamping is a cold-forming process that uses hydraulic or mechanical presses to shape flat aluminium sheet or coil into finished or near-finished parts. The process uses custom tooling—punches and dies—to cut, bend, draw, or form the material into the desired geometry.
Aluminium stamping is a manufacturing process that converts flat aluminium sheet metal into three-dimensional parts through the application of force via press tooling. It encompasses cutting, bending, drawing, and forming operations performed at room temperature.
Unlike machining, which removes material to create a shape, stamping forms the material without generating scrap chips, resulting in material utilization rates of 60–85% depending on part geometry and nesting strategy. This makes it particularly economical for medium to high production runs.
Key Advantages of Aluminium Stamping
- Lightweight parts: Aluminium weighs roughly one-third as much as steel, making it ideal for weight-sensitive applications in automotive, aerospace, and portable electronics.
- Corrosion resistance: Natural oxide layer provides protection without additional coating in many environments.
- High formability: Alloys like 3003 and 5052 offer excellent elongation, enabling deep draws and complex forms.
- Thermal and electrical conductivity: Aluminium stamped parts serve as heat sinks, electrical contacts, and EMI shielding components.
- Recyclability: Aluminium is 100% recyclable without loss of properties, supporting sustainability initiatives.
Aluminium Alloys for Stamping
Selecting the right alloy is the single most important decision in aluminium stamping. Each alloy series offers distinct mechanical properties, formability characteristics, and cost profiles.
The 1xxx through 7xxx aluminium series each contain different alloying elements—manganese, magnesium, silicon, copper, and zinc—that determine strength, formability, weldability, and corrosion resistance. Choosing the wrong alloy is the most common cause of stamping defects like cracking, springback, and surface galling.
Common Stamping Alloys Comparison
| Alloy | Series | Tensile Strength (MPa) | Elongation (%) | Formability | Typical Applications |
|---|---|---|---|---|---|
| 1100 | 1xxx | 90–125 | 30–45 | Excellent | Chemical equipment, decorative trim, nameplates |
| 3003 | 3xxx | 130–180 | 25–35 | Excellent | Cookware, heat exchangers, storage tanks, roofing |
| 5052 | 5xxx | 210–260 | 18–25 | Very Good | Marine components, fuel tanks, electronics enclosures |
| 5083 | 5xxx | 290–350 | 12–20 | Good | Shipbuilding, pressure vessels, cryogenics |
| 6061 | 6xxx | 240–310 | 12–18 | Fair | Aerospace brackets, structural components, automotive |
| 7075 | 7xxx | 500–570 | 8–11 | Poor | Aerospace structural parts, high-stress applications |
For most general-purpose aluminium stamping, 5052-H32 offers the best balance of strength, formability, and cost. For deep-drawn parts requiring extreme elongation, 3003-H14 is preferred. For structural applications where strength-to-weight ratio is critical, 6061-T6 provides excellent performance despite reduced formability.
The Aluminium Stamping Process
A typical aluminium stamping project follows a structured workflow from design through production:
Step 1: Design for Manufacturability (DFM)
Before cutting steel, experienced stamping engineers review the part drawing for potential issues:
- Minimum bend radius: Aluminium requires larger bend radii than steel. A general rule is 1× material thickness for 5052 and 1.5× for 6061.
- Hole-to-edge distance: Holes should be at least 2× material thickness from any edge to prevent distortion.
- Draw ratio: Deep-drawn parts should not exceed a draw ratio of 2:1 in a single operation for most alloys.
- Springback compensation: Aluminium has higher springback than steel—typically 2–5° depending on alloy and bend angle.
Step 2: Tooling Design and Fabrication
Progressive dies or transfer dies are designed based on part complexity and production volume:
- Progressive dies: Best for high-volume, flat or moderately formed parts. Strip material feeds through multiple stations in a single press stroke.
- Transfer dies: Used for deep-drawn or complex 3D parts where the part must be reoriented between stations.
- Compound dies: Combine cutting and forming in a single station for simple geometries.
Tooling is typically made from D2 or A2 tool steel, hardened to 58–62 HRC. For abrasive aluminium alloys (high silicon content), carbide inserts may be used at wear-prone stations.
Step 3: Blanking and Forming
The actual stamping process involves several operations depending on part geometry:
- Blanking: Cutting the flat blank from coil or sheet stock
- Drawing: Forming the blank into a cup or recessed shape
- Piercing: Creating holes, slots, and cutouts
- Bending: Forming flanges, channels, and angular features
- Trimming: Removing excess material from drawn parts
- Coining: Achieving tight dimensional tolerances on critical features
Step 4: Secondary Operations
Many aluminium stamped parts require post-stamping processing:
- Deburring: Removing sharp edges and burrs from cut features
- Tapping: Adding threaded holes for assembly
- Welding: MIG or TIG welding for assembly of multi-piece components
- Surface finishing: Anodizing, powder coating, chromate conversion, or polishing
- Heat treatment: Aging (T6 temper) for precipitation-hardened alloys like 6061
Tolerances and Quality Standards
Understanding achievable tolerances helps set realistic expectations for aluminium stamped parts:
| Feature | Standard Tolerance | Precision Tolerance | Notes |
|---|---|---|---|
| Linear dimensions | ±0.10 mm | ±0.05 mm | Depends on material thickness and feature size |
| Hole diameter | ±0.05 mm | ±0.025 mm | Punch-ground holes achieve tighter tolerances |
| Bend angle | ±1° | ±0.5° | Springback compensation applied during tooling design |
| Flatness | 0.10 mm/100 mm | 0.05 mm/100 mm | May require post-stamping leveling |
| Burr height | ≤0.10 mm | ≤0.05 mm | Controlled by die clearance and sharpness |
Quality systems typically follow ISO 9001, with automotive applications requiring IATF 16949 and aerospace requiring AS9100 certification. First Article Inspection (FAI) per AS9102 or PPAP per AIAG standards is standard practice for new tooling.
Cost Factors in Aluminium Stamping
The total cost of aluminium stamped parts depends on several variables:
Tooling cost is the largest upfront investment in aluminium stamping, typically ranging from $2,000 for simple single-station dies to $50,000+ for complex progressive dies with 15+ stations. However, tooling cost is amortized over production volume, making per-part costs very low at scale.
Cost Breakdown
- Material: 30–50% of part cost. Aluminium coil prices vary by alloy and thickness. 5052-H32 sheet costs roughly $3–5/kg depending on thickness and market conditions.
- Tooling: One-time cost, amortized over production run. Simple dies: $1,500–5,000. Complex progressive dies: $10,000–50,000.
- Press time: $40–120/hour depending on press tonnage and region. Parts per hour ranges from 200 (complex) to 3,000+ (simple blanking).
- Secondary operations: Anodizing adds $0.05–0.30/part. Powder coating: $0.10–0.50/part. Tapping: $0.02–0.10/hole.
- Inspection and packaging: Typically 3–8% of total part cost.
For a typical aluminium bracket (5052-H32, 1.5mm thick, 50×80mm), production cost at 10,000 pieces ranges from $0.30–0.80 per part excluding tooling.
Applications of Aluminium Stamped Parts
Aluminium stamping serves critical functions across multiple industries:
Automotive
- Battery enclosures for electric vehicles
- Heat exchanger fins and plates
- Structural brackets and reinforcements
- EMI shielding covers
- Sensor housings
Aerospace
- Wing ribs and spars
- Avionics enclosures
- Seat track fittings
- Ducting and airflow components
Electronics
- Smartphone and tablet chassis
- LED heat sinks
- Connector shells and contacts
- Server rack components
Industrial
- Control panel enclosures
- Pump and valve components
- Conveyor system parts
- Filter housings
How to Choose an Aluminium Stamping Supplier
Selecting the right supplier determines part quality, delivery reliability, and total cost of ownership. Evaluate potential suppliers on these criteria:
- Material expertise: Does the supplier understand alloy-specific challenges like springback in 6061 or galling in high-silicon alloys?
- Tooling capability: Can they design and build progressive dies in-house, or do they outsource? In-house tooling enables faster modifications.
- Press range: A supplier with 25–400 ton presses can handle a wide range of part sizes and complexity levels.
- Quality systems: ISO 9001 is a minimum. IATF 16949 for automotive, AS9100 for aerospace.
- Secondary operations: Suppliers offering anodizing, powder coating, and assembly reduce logistics complexity and lead time.
- Capacity and lead time: Standard tooling lead time is 4–8 weeks. Production parts should ship within 2–3 weeks of order.
At Metal Stamping Parts, we maintain full in-house tooling, 25–300 ton press capacity, and integrated finishing services. Our engineering team reviews every design for manufacturability before tooling begins, reducing the risk of costly revisions.
Aluminium Stamping vs. Alternative Processes
Understanding when to choose stamping over other manufacturing methods helps optimize cost and performance:
| Process | Best For | Volume Range | Unit Cost at 10K | Lead Time |
|---|---|---|---|---|
| Stamping | Flat/formed parts, medium-high volume | 1,000–1,000,000+ | $0.20–2.00 | 6–10 weeks (with tooling) |
| CNC Machining | Complex 3D geometry, low volume | 1–500 | $5–50 | 1–3 weeks |
| Die Casting | Complex 3D parts, very high volume | 10,000–1,000,000+ | $0.50–5.00 | 12–20 weeks (with tooling) |
| Sheet Metal Fabrication | Prototype to medium volume, flexible | 1–1,000 | $3–30 | 1–4 weeks |
| Extrusion | Constant cross-section profiles | 500–100,000+ | $1–10 | 4–8 weeks |
Stamping is most cost-effective when production volume exceeds 1,000 parts and the geometry can be achieved through flat or formed operations. For prototypes or very low volumes, sheet metal fabrication or CNC machining is more practical.
Frequently Asked Questions
What is the minimum order quantity for aluminium stamped parts?
Minimum order quantities vary by supplier and part complexity, but most stamping houses require a minimum of 500–1,000 pieces to justify tooling costs. At Metal Stamping Parts, we accept orders starting from 1,000 pieces for standard alloys and 500 pieces for repeat orders using existing tooling.
Which aluminium alloy is best for deep drawing?
3003-H14 and 5052-H32 are the most commonly used alloys for deep-drawn aluminium parts. 3003 offers superior elongation (30–35%) for extreme draw ratios, while 5052 provides higher strength (210–260 MPa tensile) with good formability. For shallow draws under 25mm depth, 5052-H32 is typically the better choice due to its strength advantage.
How does aluminium stamping compare to steel stamping in cost?
Aluminium raw material costs 2–3× more than comparable steel, but aluminium stamping often delivers lower total part cost because: (1) lighter parts reduce shipping costs, (2) aluminium requires no corrosion-prevention coating in many applications, (3) tooling lasts longer due to reduced wear versus steel, and (4) material utilization can be higher due to thinner gauges achieving equivalent strength-to-weight ratios.
What tolerances can aluminium stamping achieve?
Standard tolerances for aluminium stamped parts are ±0.10 mm for linear dimensions and ±1° for bend angles. Precision stamping with ground tooling achieves ±0.05 mm linear and ±0.5° angular. Hole diameters can be held to ±0.025 mm with punch-ground tooling. These tolerances depend on material thickness, alloy, and feature geometry.
Can aluminium stamped parts be anodized?
Yes, aluminium is one of the few metals that responds well to anodizing. All common stamping alloys (1100, 3003, 5052, 6061) accept anodizing, though appearance varies by alloy. 5052 produces a consistent clear anodized finish, while 6061 may show slight yellowish tinting. For decorative anodizing, 5052-H32 is the preferred alloy. Type II (sulfuric acid) and Type III (hard coat) anodizing are both compatible with stamped parts.
Conclusion
Aluminium stamping delivers lightweight, corrosion-resistant, precision parts at production scale—combining the cost advantages of high-volume forming with aluminium’s inherent material benefits. Success depends on matching the right alloy to the application, designing for manufacturability, and selecting a supplier with the right capabilities and quality systems.
Whether you need 1,000 brackets or 500,000 enclosures, aluminium stamping provides a proven path from flat sheet to finished part. Contact our engineering team at Metal Stamping Parts to discuss your next aluminium stamping project, request a DFM review, or get a production quote.