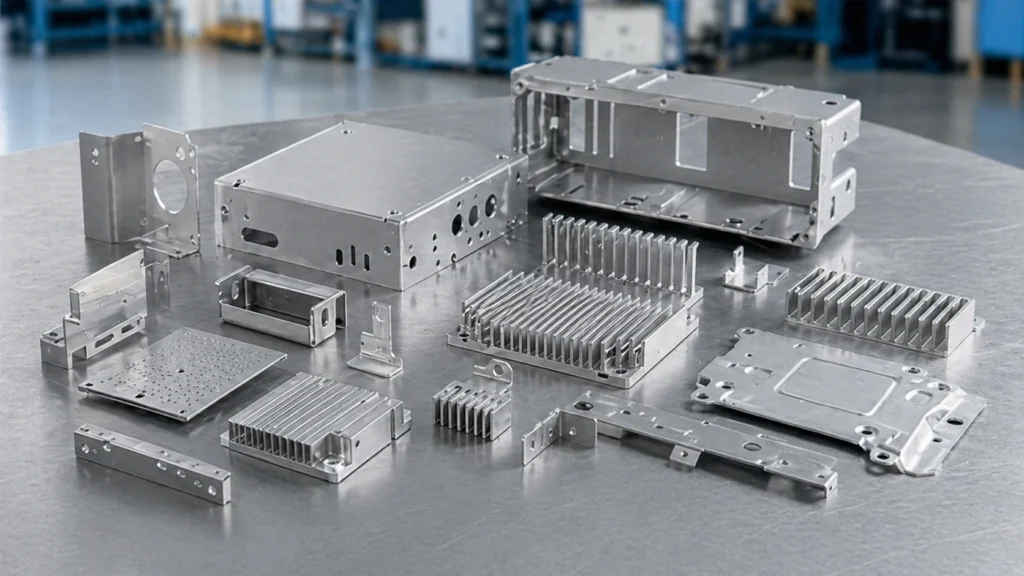
Aluminum Stamping Parts — Lightweight Precision Components
Aluminum stamping produces lightweight, corrosion-resistant metal parts for applications where weight reduction, thermal conductivity, and durability are critical design factors. As an experienced aluminum metal stamping manufacturer, we produce precision stamped aluminum components for aerospace, automotive, electronics, LED lighting, telecommunications, and consumer products industries worldwide.
Aluminum offers a unique combination of properties thatstamped components stamped components: it is approximately 65% lighter than steel, naturally resistant to corrosion, an excellent conductor of heat and electricity, and highly recyclable. Our aluminum stamping capabilities include progressive die stamping, deep drawing, blanking, piercing, bending, forming, and multi-slide operations in a wide range of aluminum alloys.
Aluminum Alloys We Stamp
Selecting the right aluminum alloy is critical for achieving optimal formability, strength, and performance in your stamped parts. Our engineers help you choose the best alloy based on your application requirements:
- 1100 (Pure Aluminum) — excellent formability and corrosion resistance, ideal for deep drawing, chemical equipment, and food packaging
- 3003 — the most widely used aluminum alloy, good formability with moderate strength, popular for heat exchangers, cooking utensils, and general stamping
- 5052 — high strength and excellent corrosion resistance, particularly in marine and saltwater environments. Good formability for moderate draw operations
- 6061 — structural alloy with good strength, machinability, and weldability. Heat-treatable for enhanced mechanical properties
- 7075 — high-strength aerospace alloy with excellent strength-to-weight ratio. More difficult to form but superior for structural applications
- 2024 — aerospace alloy with high strength and fatigue resistance, used in aircraft structural components
Benefits of Aluminum Stamped Parts
- Weight reduction — up to 65% lighter than steel equivalents, reducing shipping costs and improving product performance
- Corrosion resistance — natural oxide layer provides excellent protection without additional coating in many environments
- Thermal conductivity — approximately 4x more thermally conductive than steel, ideal for heat sinks and thermal management
- Electrical conductivity — excellent for electrical bus bars, contacts, and shielding applications
- Surface finish — stamps to a smooth, attractive finish suitable for anodizing, painting, or as-stamped appearance
- Recyclability — 100% recyclable without loss of properties, supporting sustainability goals
- Non-magnetic — important for sensitive electronic and medical applications
- Cost-effective — lower density means more parts per pound of material compared to steel
Aluminum Stamping Applications
Our aluminum stamped parts serve diverse industries and applications:
- Aerospace — structural brackets, fittings, panels, stiffeners, and EMI shielding enclosures
- Automotive — heat shields, structural reinforcements, EV battery components, interior trim brackets
- Electronics — heat sinks, thermal spreaders, RF shields, LED housings, and connector components
- LED Lighting — heat sink housings, reflectors, and mounting brackets
- Telecommunications — enclosures, mounting plates, and heat management components
- Consumer Products — cosmetic housings, covers, and decorative trim
Aluminum Stamping Capabilities
- Material thickness: 0.005 inches to 0.250 inches
- Tolerances: ±0.001 inches on critical dimensions
- Progressive die stamping for high-volume production
- Deep draw forming for cups, enclosures, and housings
- Multi-slide and fourslide stamping for complex small parts
- Prototype to production quantities
Surface Finishing for Aluminum Parts
We coordinate a full range of surface finishing options for aluminum stamped parts:
- Anodizing — Type II (decorative/protective) and Type III (hardcoat) in various colors
- Chromate conversion — chemical film per MIL-DTL-5541 for corrosion protection and paint adhesion
- Powder coating — durable, attractive finish in any color
- Painting — wet spray or electrostatic for decorative and protective applications
- As-stamped — natural aluminum finish for non-critical surfaces
Aluminum Stamping Specifications
This quick specification table summarizes aluminum stamping capabilities for lightweight, corrosion-resistant, and thermally conductive components, including material thickness, tolerances, finishing options, and RFQ inputs.
| Specification | Aluminum Stamping Capability |
|---|---|
| Aluminum alloys | 1100, 3003, 5052, 6061, 7075 and other stampable aluminum alloys selected by formability, strength, weight, and corrosion resistance. |
| Material thickness | 0.005 in to 0.250 in, subject to alloy temper, part geometry, forming depth, and press capacity. |
| Typical tolerances | Up to ±0.001 in on critical dimensions when part design, material condition, and tooling allow; standard commercial tolerances are reviewed during DFM. |
| Stamping processes | Progressive die stamping, blanking, piercinStainless Steel Stampingp drawing,Deep Draw Stamping Servicesstamping. |
| Production volume | Prototype to production quantities; progressive tooling is recommended for repeat high-volume aluminum stamped parts. |
| Suitable parts | Heat sinks, shields, covers, lightweight brackets, electronic enclosures, LED lighting parts, telecom components, and decorative trim. |
| Surface finishes | Anodizing, clear or colored anodizing, powder coating, brushing, polishing, chromate conversion coating, deburring, and cleaning. |
| Industries | Aerospace, automotive, electronics, LED lighting, telecommunications, consumer products, and industrial equipment. |
| RFQ path | Send drawings or 3D models with alloy/temper, thickness, annual volume, finish, tolerance notes, packaging requirements, and target delivery date through the contact/quote page. |
Request a Quote for Aluminum Stamping
Send us your part drawings or 3D models and let our engineering team evaluate your design for aluminum stamping. We provide competitive quotes with DFM recommendations to optimize your part for manufacturability and cost.
Email: [email protected] | Phone/WhatsApp: +86 152-5047-1868
Related Resources
- Aluminum Stamping: Alloy Selection and Best Practices
- Sheet Metal Gauge Chart for Aluminum
- Stainless Steel Stamping Services
- Deep Draw Stamping Services
Frequently Asked Questions
What aluminum alloys can you stamp?
We stamp a wide range of aluminum alloys including 1100, 3003, 5052, 6061, and 7075. The choice depends on your requirements for formability, strength, and corrosion resistance.
Is aluminum stamping more expensive than steel stamping?
Aluminum material costs are typically higher than carbon steel, but the weight savings, corrosion resistance, and elimination of secondary finishing can make aluminum stamping more cost-effective overall for many applications.
Frequently Asked Questions
What aluminum grades do you stamp?
We commonly stamp 5052, 6061, 3003, and 1100 aluminum alloys. 5052 offers excellent corrosion resistance and formability. 6061 provides higher strength. 3003 is ideal for deep drawing. We select the optimal grade based on your application.
What are the advantages of aluminum stamping?
Aluminum offers excellent strength-to-weight ratio, superior corrosion resistance, good thermal and electrical conductivity, and excellent formability. It is ideal for aerospace, automotive lightweight, electronics enclosures, and heat sinks.
What tolerances can you achieve for aluminum stamping?
Standard tolerance is ±0.10mm. Precision stamping achieves ±0.05mm. Due to aluminum's lower strength, thinner gauges (0.1-0.5mm) can achieve tighter tolerances. All critical dimensions are verified with CMM.
Can you provide anodizing or surface finishing?
Yes. We offer anodizing (Type II and Type III hard coat), chromate conversion coating, powder coating, and painting. Surface finishing can be managed in-house or through our vetted local partners for turnkey delivery.
What is the typical lead time for aluminum stamping?
Tooling: 3-6 weeks. Production: 2-4 weeks after tooling approval. Shipping via air freight: 5-7 days. Sea freight: 25-35 days. Expedited options available for urgent deadlines.