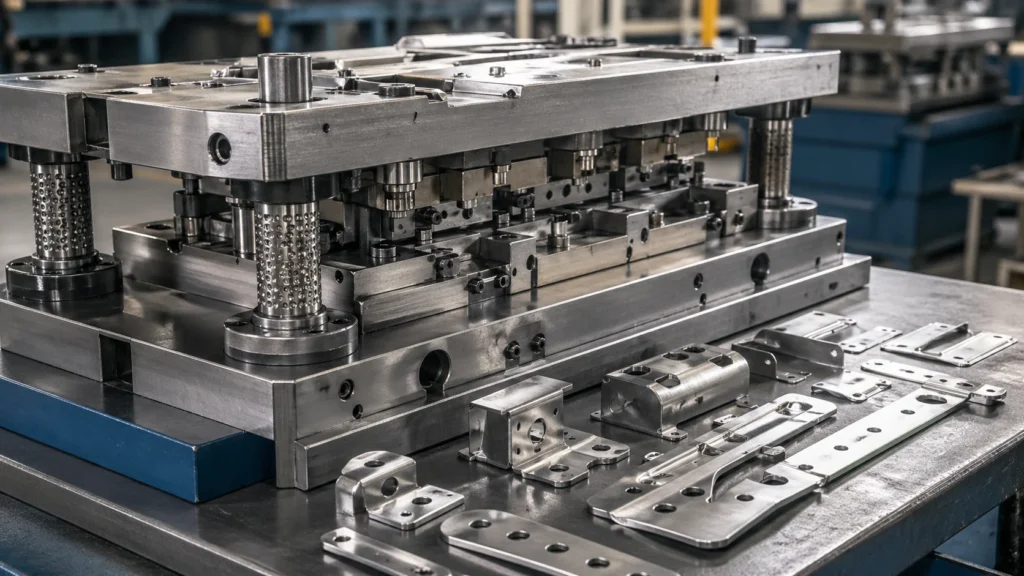
Stamping Dies & Tooling — Custom Die Design and Fabrication
Our full-service in-house tool and die shop provides comstamping die designg die design, fabrication, maintenance, and repair services. From initial concept through production-ready tooling, our experienced die makers build high-performance stamping dies that deliver precise, repeatable results across millions of press cycles. By controlling the entire tooling process in-house, we ensure faster lead times, tighter quality control, and lower total tooling costs.
Our tooling capabilities support all our stamping processes — <a href="/productssheet metal stampinge-die-stamping/”>progressive die stamping, deep draw, sheet metal stamping, and compound die operations. Whether you need a new production die, a prototype soft tool, or maintenance on an existing die, our team has the expertise and equipment to deliver.
Types of Stamping Dies We Build
- Progressive dies — multi-station dies with up to 30+ stations for high-speed production. Each station performs a sequential operation (blanking, piercing, bending, forming) producing a finished part with every press cycle.
- Compound dies — perform blanking and piercing simultaneously in a single stroke, producing parts with superior flatness and concentricity between features.
- Transfer dies — individual die stations with mechanical part transfer for larger and deeper formed parts that cannot be carried on a progressive strip.
- Deep draw dies — single and multi-stage drawing tooling for cups, enclosures, housings, and cylindrical components.
- Line dies — individual stamping dies operated in a tandem press line for large body panels and structural parts.
- Secondary operation dies — trimming, piercing, restrike, and forming dies for operations on pre-formed parts.
- Prototype / soft tooling — quick-turnaround tooling for prototype quantities and design validation before committing to production tooling. custom metal stampingail-die-design-services-20260505 –>
- SolidWorks 3D modeling — full 3D die design with interference checking and assembly verification
- Stamping simulation — forming analysis to predict material flow, thinning, springback, and wrinkle risk before any steel is cut
- Strip layout optimization — maximizing material utilization to reduce per-part material cost
- FEA analysis — stress analysis of die components to ensure adequate strength and longevity
- Wire EDM machines — ±0.0001 inch accuracy for die sections and punch profiles
- CNC machining centers — 3-axis and 4-axis for die blocks, punch holders, and die shoes
- precision metal stamping surface grinders — flatness and parallelism to ±0.0002 inches
- Jig grinding — for precise hole locations and profile grinding
- Die spotting press — for die tryout, blue spotting, and adjustment
- Heat treating — in-house and outsourced hardening to optimize die component life
- Preventive maintenance programs with scheduled die inspection and sharpening
- Emergency die repair for broken punches, worn die sections, and damaged components
- Die modification for engineering changes and part revisions
- Die refurbishment for worn tooling that needs reconditioning
- Maintenance on dies not originally built by us
Stamping Die Design Services for Production-Ready Tooling
Our die design services start with part drawings, annual volume, material grade, tolerance requirements, and assembly constraints. We provide DFM feedback, strip layout planning, station sequencing, forming simulation where needed, and maintainable die structures for progressive dies, compound dies, deep draw dies, and custom metal stamping tooling.
Die Design Engineering
Our engineering team uses industry-leading tools for die design and validation:
Every die design begins with a thorough review of your part geometry, material properties, tolerance requirements, and production volume. We optimize the die design for part quality, die life, cycle time, and maintainability — minimizing your total cost of ownership over the life of the tooling.
Die Shop Equipment
Custom Metal Stamping Dies
Every stamping die we build is custom-engineered for your specific part geometry, material, production volume, and tolerance requirements. We design dies to maximize tool life (typically 500,000 to 5,000,000+ hits depending on material and complexity), minimize scrap, and optimize cycle time for the lowest total cost per part.
Die Maintenance and Repair
Proper die maintenance extends tool life and maintains part quality. We provide:
Stamping Die & Tooling Specifications
Our in-house tool and die shop designs, builds, maintains, and repairs custom stamping dies for prototype, short-run, and high-volume production programs.
| Specification | Tooling Capability |
|---|---|
| Die types | Progressive dies, compound dies, transfer dies, draw dies, forming dies, blanking and piercing dies, and prototype soft tooling. |
| Tooling materials | Tool steels such as D2, A2, S7, and M2, heat treated to typical working hardness ranges; carbide inserts for high-wear or high-volume areas. |
| Supported processes | Progressive die stamping, deep draw stamping, sheet metal stamping, compound die operations, blanking, piercing, bending, and forming. |
| Expected die life | Typical tool steel dies: 500,000 to 2,000,000 strokes; carbide or optimized high-volume dies may reach 1,000,000 to 5,000,000+ parts depending on material and maintenance. |
| Lead time | Simple dies: about 2–3 weeks; progressive dies: about 4–8 weeks; complex transfer dies: about 8–12 weeks. |
| Design inputs | 2D drawings, 3D CAD files, material grade, thickness, tolerance requirements, production volume, finish, inspection criteria, and target press/cycle requirements. |
| Die maintenance | Sharpening, insert replacement, alignment checks, wear inspection, repair, engineering changes, and preventive maintenance planning. |
| RFQ path | Submit drawings and production requirements through the quote/contact page for DFM review, tooling concept, cost estimate, and lead-time confirmation. |
Stamping Die Type Selection Guide
| Die Type | Best For | Typical Volume Fit | Notes |
|---|---|---|---|
| Progressive die | Small to medium parts with multiple operations | High-volume repeat production | Highest efficiency and lowest unit cost at scale. |
| Compound die | Flat parts needing blanking and piercing in one stroke | Medium to high volume | Good flatness and concentricity. |
| Transfer die | Larger or deeper formed parts moved between stations | Medium to high volume | Useful when the part must be separated from the strip. |
| Draw die | Cups, cans, shells, and seamless housings | Prototype to production | Requires material-flow and draw-ratio review. |
| Prototype tooling | Design validation and pilot builds | Low volume | Lower initial cost before production tooling. |
Request a Quote
Contact us at [email protected] or call +86 152-5047-1868.
Related Resources
Frequently Asked Questions
What are stamping dies made of?
Stamping dies are typically made from tool steel (D2, A2, S7, M2) that is heat-treated to 58-62 HRC. Carbide inserts are used for high-wear areas in high-volume production.
How long do stamping dies last?
Die life depends on material and design. Carbide dies can produce 1-5 million parts. Tool steel dies typically last 500,000-2 million strokes with proper maintenance.
What is the lead time for stamping tooling?
Simple dies take 2-3 weeks. Progressive dies with multiple stations typically require 4-8 weeks. Complex transfer dies may take 8-12 weeks.
Frequently Asked Questions
Do you design and build stamping dies in-house?
Yes. We have a dedicated tooling department with die designers, toolmakers, and maintenance technicians. In-house tooling enables faster iterations, better design-for-manufacturability feedback, and confidential handling of your part designs.
How much does stamping tooling cost?
Tooling costs range from $2,000 for simple compound dies to $150,000+ for complex progressive dies with in-die tapping. Most mid-complexity progressive dies fall in the $15,000-$50,000 range. We provide detailed quotations with projected tool life.
What is the lifespan of a stamping die?
A well-maintained progressive die can produce 500,000 to 5,000,000+ strokes depending on material hardness, part complexity, and maintenance. We track die life and schedule preventive maintenance to avoid unexpected downtime.
Can you modify existing tooling?
Yes. We can modify existing dies for engineering changes, incorporate new features, or refurbish worn tooling. If you have existing tooling from another supplier, we can evaluate transfer and optimization options.
Do you provide tooling maintenance and spare parts?
Yes. We maintain detailed tooling records and can supply spare punch, die inserts, and springs. Preventive maintenance schedules are recommended to maximize die life. We stock critical spare parts for customer tools in our facility.